-
关于云开体育有限公司
关于云开体育有限公司
公司以先进的设计及生产技术,*流的生产检测仪器,严谨的生产质量管理体制,保证产品的零缺陷;标准化的仓储车间,充足的库存*大限度的向广大用户朋友提供优*的启航产品。
-
产品中心
-
ER刀柄

-
可调平衡筒夹式刀柄

-
刚性筒夹式攻牙器

-
热缩刀柄

-
HSK刀柄

-
BT-C强力型铣刀柄

-
BT-C强力套装刀柄

-
BT-GMC高速强力刀柄

-
BT-ER铣刀柄

-
BT-FMB面铣刀柄(公制轴芯)

-
BT-FMA面铣刀柄(英制轴芯)

-
BT-SLA侧固式铣刀柄

-
BT-SSL细柄侧固式铣刀柄

-
BT-OSL油路刀柄

-
BT-MTA莫氏钻头刀柄

-
BT-MTB莫氏铣刀柄

-
BT-APU一体式钻夹头

-
BT-GER高速铣刀柄

-
BT-UER高速铣刀柄

-
ISO/NBT-ER/GER高速铣刀柄

-
BT-SK/GSK高速铣刀柄

-
ISO/NBT-SK高速铣刀柄

-
BT-SRC热缩刀柄(标准型)

-
ST-SRC热缩刀柄(超细型)

-
DAT(JT)-C强力型铣刀柄

-
DAT(JT)-FMB/A面铣刀柄

-
DAT(JT)-ER铣刀柄

-
DAT(JT)SLA侧固式铣刀柄

-
DAT(JT)-APU壹式钻夹头

-
DAT(JT)-SKA/M铣刀柄

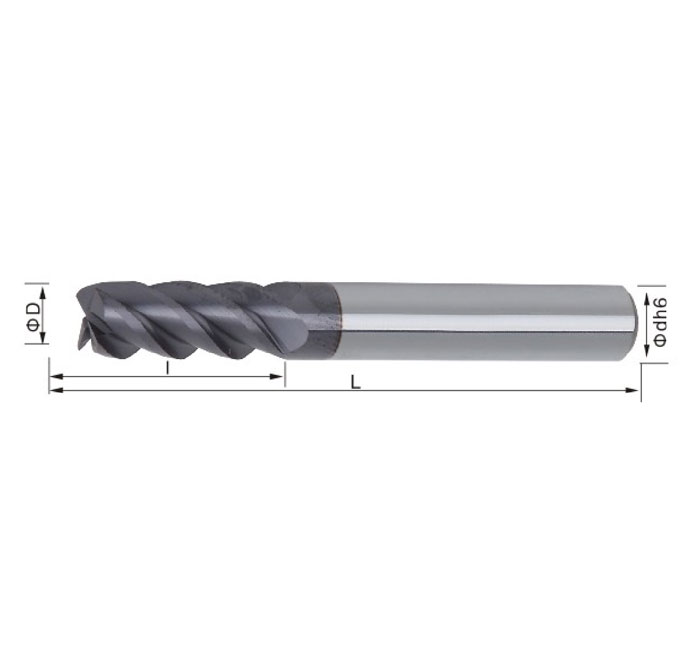
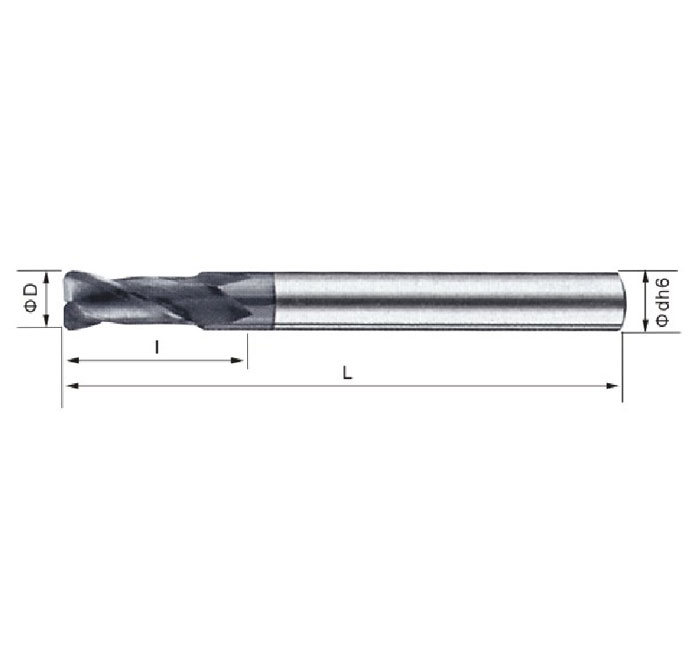
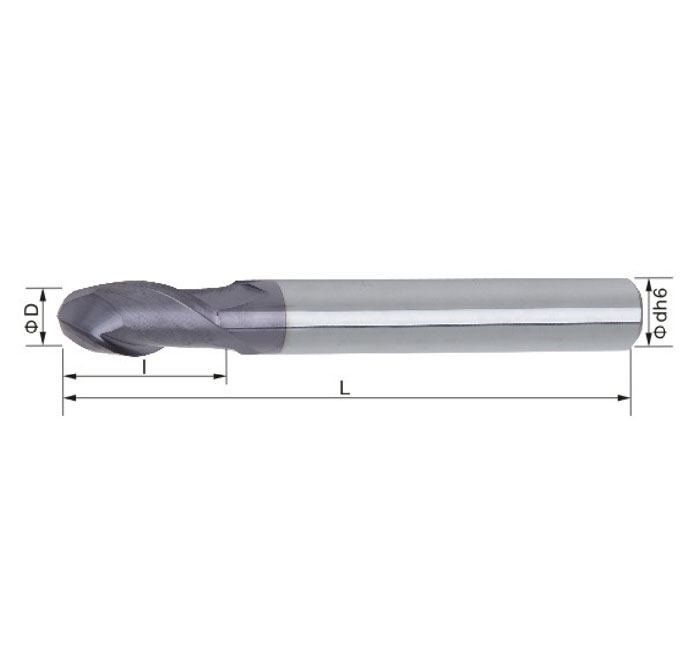
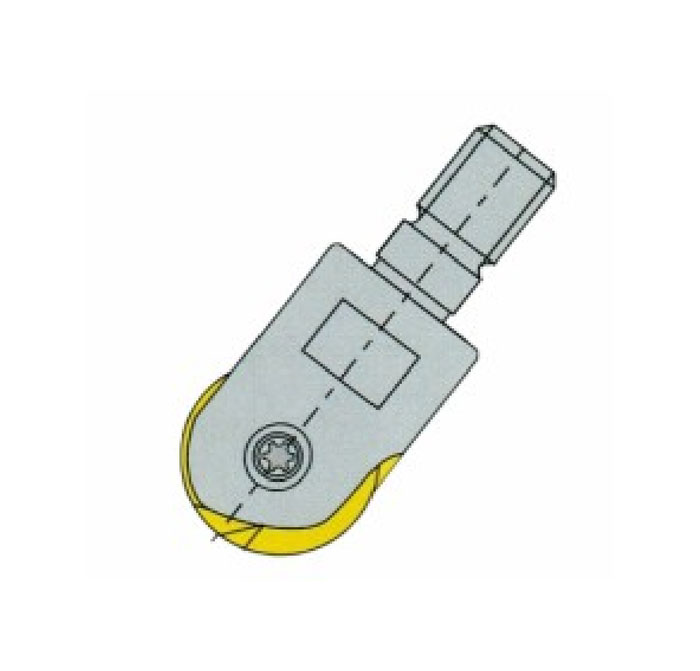
数控刀柄系统
查看更多

-
-
新闻资讯
新闻资讯
这里,云开体育有限公司人用心记录着瑞隆发生的一切,无论是公司新闻、行业聚焦,还是视频新闻都将及时准确的呈现给每一位读者...
-
云开体育有限公司
云开体育有限公司
在全国31个省、市、自治区建有17家分公司,22个销售中转库,辐射全国销售市场。
-
服务支持
服务支持
云开体育有限公司秉承“及时、快捷、有效”的理念,坚决履行云开体育有限公司对每一位客户做出的服务承诺
-
云开体育有限公司
云开体育有限公司
如果您对云开体育有限公司的产品感兴趣,请联系云开体育有限公司,云开体育有限公司会用*优质的产品和*诚挚的服务赢得您的满意