数控高速切削技术是近20年来迅速崛起的一项先进制造技术,在以高*率、高质量为特点在航空、航天、汽车等领域获得广泛应用。在航空新材料不断发展的今天,高强度钢、高温合金、钛合金、复合材料等难加工材料日益增多,这对推动和促进数控刀具技术的发展起到了重要的作用。在数控高速切削技术发展过程中,刀具及刀具技术的关键地位日益显现。
数控刀具技术
1 数控高速切削对刀具材料的要求
在数控高速切削时产生的切削热和对刀具的磨损要比普通速度切削时高得多,因此,数控高速切削使用的刀具材料与普通速度切削用的刀具材料有很大的不同,对刀具材料有更高的要求,主要包括:
高硬度、高强度和耐磨性;
韧度高,抗冲击能力强;
高的热硬性和化学稳定性;
抗热冲击能力强。
目前已出现不少新的刀具材料,但要同时满足上述要求的刀具材料是很难找到的。因此,在具有比较好的抗冲击韧度的刀具材料基体上,镀上高热硬性和耐磨性镀层的刀具技术发展很快。另外,还可以把CBN和金刚石等硬度很高的材料烧结在抗冲击韧度好的硬质合金或陶瓷材料的基体上,形成综合切削性能非常好的数控高速加工刀具。
2 数控高速刀具材料选择
随着高强度钢、高温合金、钛合金及复合材料等难加工材料在航空领域的应用不断增加,现代数控刀具材料已不能局限于目前广泛使用的高速钢和普通硬质合金,应根据不同的加工材料,并考虑刀具使用寿命和加工质量来选择刀具材料。以下按国内航空制造业中常用材料的分类对数控刀具材料进行选择:
数控钛合金铣削
(1)铝合金:铝合金在航空领域应用*多,常用的数控刀具材料有铝高速钢、K10和K20 等系列硬质合金。
(2)普通钢:对于普通钢的数控切削,在国内航空制造业中主要采用钴高速钢M42、硬质合金和金属陶瓷等作为刀具材料。
(3)高强度钢、高温合金:在航空制造领域,高强度钢、高温合金在材料中占的比重越来越大,加工此类零件的刀具主要采用具有高强度、高韧性和高耐磨性的超细晶粒合金基体与TiAlN涂层组合的硬质合金材料及金属陶瓷材料来加工。
(4)钛合金:钛合金强度高,冲击韧性大,其加工硬化现象非常严重,在切削加工时出现温度高、刀具磨损严重的现象,加工钛合金材料时常选用钴高速钢M42及株洲钻石切削刀具股份有限公司生产的KMG405等系列硬质合金涂层刀具材料。
(5)复合材料:复合材料已在航空领域获得广泛应用,且用量正迅猛增长,加工此类材料主要采用PCD涂层硬质合金和陶瓷作为刀具材料。
3 数控高速切削对刀具几何参数和切削参数的要求
(1) 数控高速切削对刀具几何参数的要求。除了刀具材料的选择外,正确选择刀具切削刃的几何参数以及刀具的断屑方式等对数控高速切削的效率、加工表面质量、刀具寿命以及切削热量的产生等都有很大影响,这是数控高速刀具技术中的一个重要因素。刀具切削刃的几可参数选择应从以下几方面考虑:
合适的刀具后角和合理的进给速度,能产生足够大的切屑厚度,以便带走热量,避免切削硬化。
刀刃前角是影响刀具切削载荷的重要参数,应合理选择。
切削载荷与刀具每切刃的进给量有关。对于多片镶嵌刀具,切削载荷作用于每一个刀片上;对于实体刀具,切削载荷作用在每个齿上。因此,应该在一个合理的数值之间选择进给量。
一般来说,数控高速刀具的几何角度大都与传统的刀具有对应关系。选择合理的刀具参数,除了使刀具保持刃锋利的切削和足够的强度外,一个重要目的是能形成足够厚度的切屑,让切屑成为切削过程的散热片。切削速度越高,产生的热量越多,所以在数控高速切削过程中,很关键的问题是要想办法把切削热尽可能多地传给切屑,并利用高速切离的切屑把切削热迅速带走。
(2) 根据工件材料和加工工序,正确选择刀具材料和切削参数,是保证数控高速切削能够达到预期效果的重要环节。目前,数控高速切削参数还不能像普通切削加工那样通过有关切削手册来选择,数控高速加工还没有完整的工艺参数表和数控高速切削数据库,对于每一种刀具也还没有特定的公式来确定*佳的切削参数组合。在实际生产中,要根据所加工的材料、工序特征等因素通过试验来确定*佳的切削速度和进给速度。
4 数控高速切削对刀体的要求
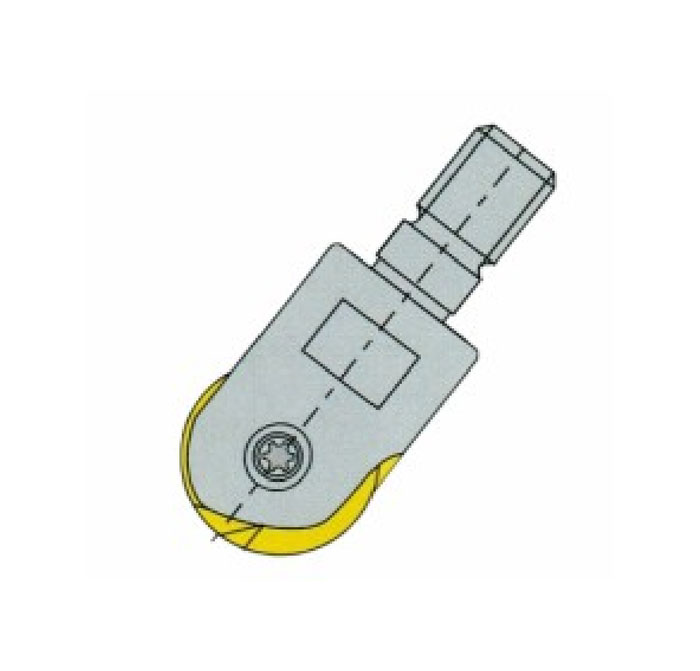
(1)高连接强度的镶嵌式刀具。数控高速切削中,大量应用镀层、压层刀具技术和镶嵌式刀具。对于镶嵌式刀具,嵌入刀体的刀片如果没有足够的连接强度,就会在很大的离心力作用下与刀体分离,转速在10000r/min以上的刀具都有这种危险。因此,在高转速下只靠一个夹紧螺钉来压紧刀片是不安*的。高速切削使用的嵌入式刀具同普通刀具不一样,刀片要安*地嵌入刀体中,即紧嵌入刀体的卡槽里,并且在与离心力垂直的方向上用螺钉把刀片紧固在刀体上。
(2)刀具和刀柄的连接方法。对于数控高速切削使用的刀柄和刀具夹头的要求是:夹紧精度高;传递扭矩大;结构对称性好,有利于刀具的动平衡;外形尺寸小,但应适当加大刀具的悬伸量,以扩大加工范围。5数控高速切削对刀具动平衡的要求和其他要求在数控高速切削中,应考虑动平衡问题。影响数控高速切削的动平衡主要表现在刀具与刀柄的不平衡和机床主轴不平衡2个方面。高速旋转刀具安*标准ISO15641 中规定的刀具动平衡精度等级应在G40以内。因此,用于数控高速切削的刀具,对刀具的每一个方面都应进行全*考虑,如在立铣刀的设计中,尽量采用对称性好的整体式刀具,刀柄采用直柄,齿数选用偶数,刀具材料选用材质较好的进口材料。严格控制切削跳动量、切削刃与刀柄的同轴度、切削刃和刀柄的尺寸精度,以保证刀具的动平衡要求。在数控高速切削刀具的实际应用中,除了正确选择刀具材料、切削参数和刀具动平衡外,还要考虑与刀具有关的其他问题,主要包括:提高切削系统的刚度;考虑刀具承受的离心力;需要增加特殊的安*设施。
数控刀具工艺参数的优化设计和刀具制造
1 数控刀具工艺参数优化设计
(1)数控立铣刀的前角和后角。
研究表明,刀具前角是影响零件材料加工质量的主要因素,过大或过小对加工质量都会产生很大的影响,并且使刀具的耐用度降低。而刀具后角的选择会影响刀具刚度,增大后角有利于提高刀具寿命,但会降低刀刃刚度。经过多年对航空材料的加工实践,刀具前角和后角应根据被加工材料的不同做不同的选择。
(2)螺旋角。
根据切削原理,增大螺旋角可以增加同时工作的齿数,即实际增大了工作前角,使切削锋利,工作平稳。但是,当螺旋角增大到一定程度后会破坏刀齿强度,降低整体刚性,增加了切削过程中的振动,加剧了刀齿磨损,从而会降低刀具的使用寿命。考虑到数控加工的高速切削特点,可以将加工铝合金时的螺旋角取为25°~30°;加工高强度钢、高温合钢时的螺旋角取为35°~40°加工钛合金时的螺旋角取为30°~40°。为了切削锋利,可适当增大螺旋角,例如在加工钛合金时,刀具材料为KMG405的φ25mm 整体硬质合金立铣刀的螺旋角可增大到45°,效果比较理想。
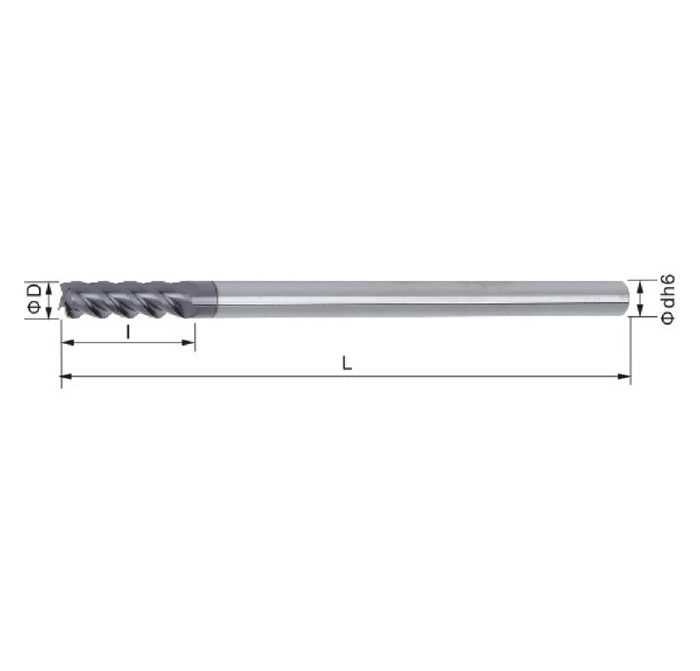
(3)刀齿横截面形状。
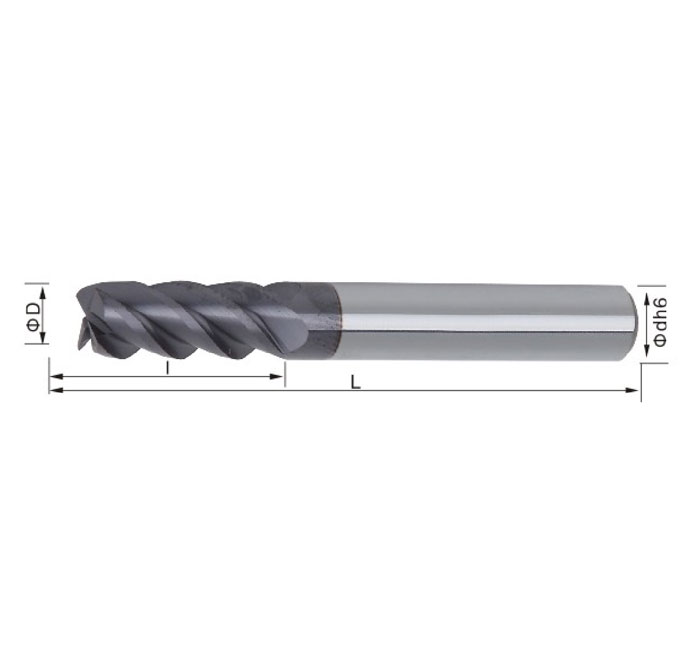
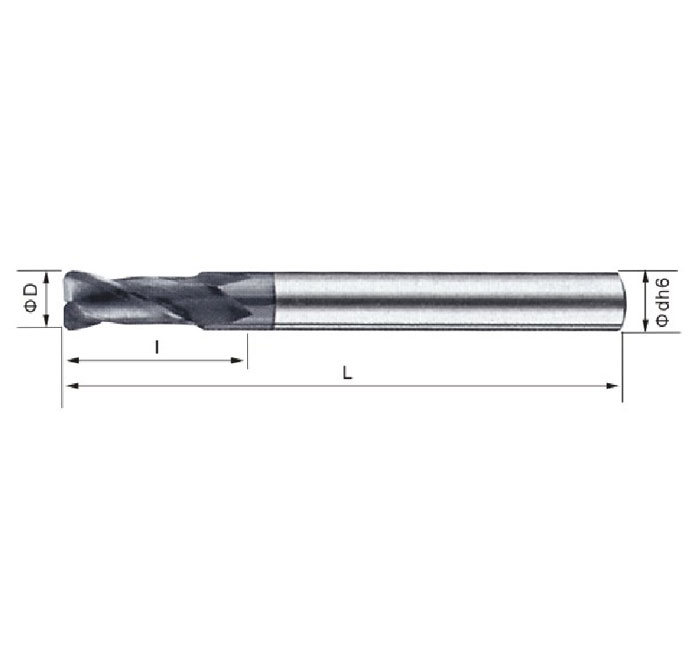
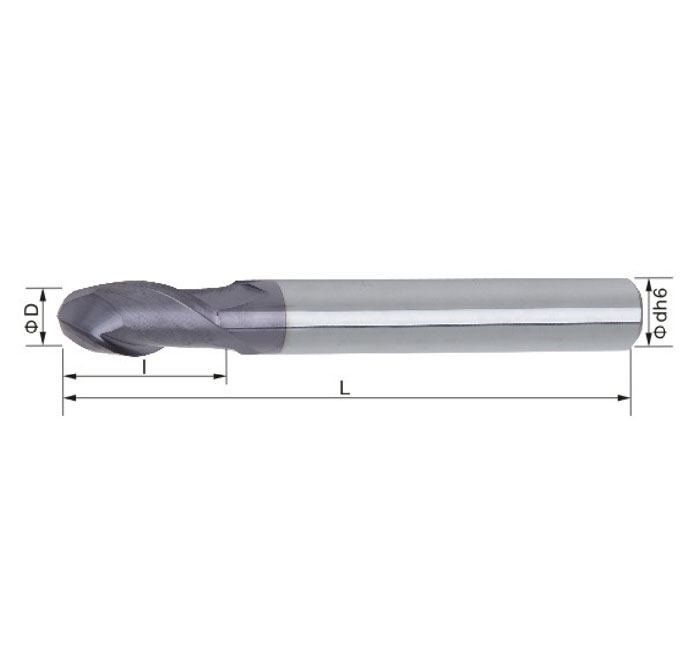
加工铝合金用二、三齿的立铣刀,加工钢件用四、六齿,刀齿背后是凸台刃带,齿背型面为圆弧曲线。这种结构制造工艺性好,外形美观、切削加工振动小,切削平稳,排屑顺利,提高了刀具寿命。齿数少的立铣刀虽然容屑槽大,切屑排出性好,但横截面小、刚性低,切削加工中易产生弯曲变形,影响被加工面的垂直度和表面质量。为了增强刀具刚性,云开体育有限公司在航标铣刀基础上加大了刀具芯部直径。增大芯部直径以后虽然容屑槽变小,但高速切削时切屑被高速旋转的刀具飞快甩出,不存在切屑排不出去的问题。
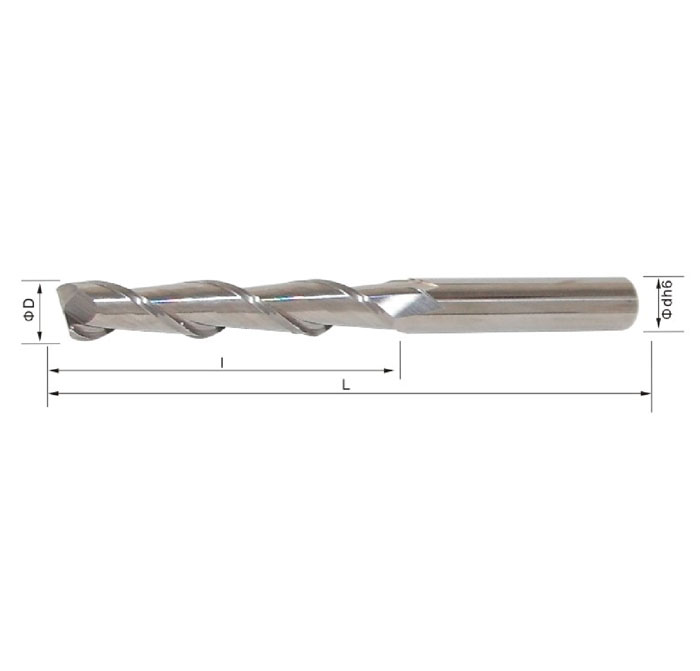
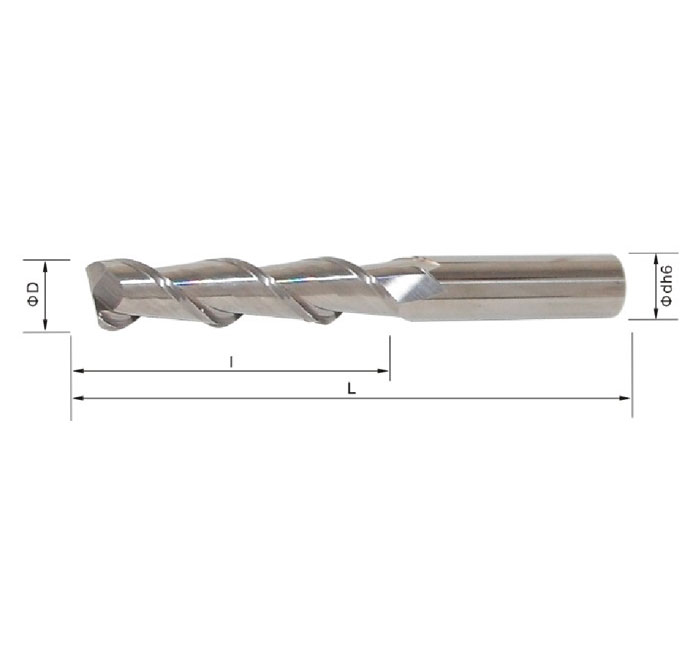
(4)刃长。
刃长越短,刀具的刚性和切削性能越好。当横截面积相同时,立铣刀的刃长增加一倍,其刚度仅为原刚度的1/8。试验表明,当立铣刀刃长增加一倍时,其刀具寿命仅为原寿命的1/10以下,所以在数控刀具设计中要尽可能设计符合加工要求的短刃型刀具。
数控刀具测量机
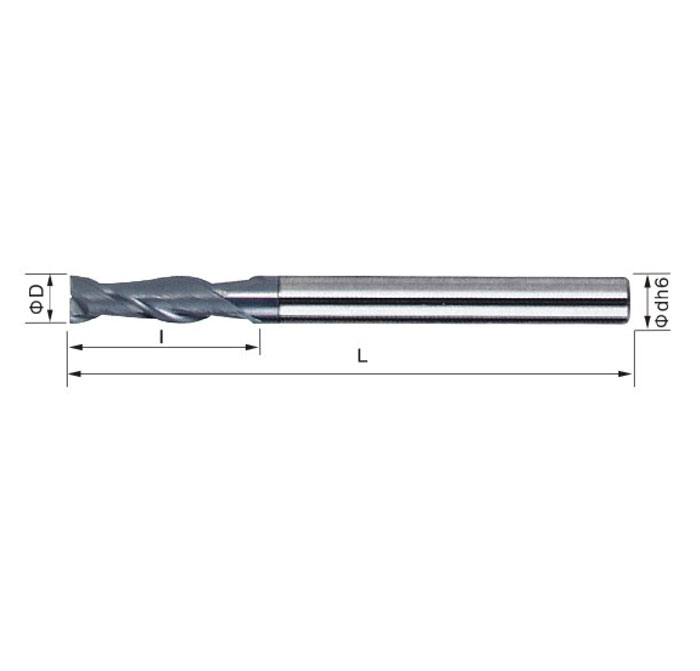
(5)数控刀具的精度。
为保证数控立铣刀与工具系统的连接刚性和连接精度,柄部直径公差精度等级提高到h6,大大提高了刀具的装夹精度和安*可靠性;为保证加工质量和提高刀具寿命,将数控立铣刀直径偏差提高到0.05mm,齿圆弧的公差提高为±0.02mm;为保证刀具自身的动平衡性,将数控立铣刀的周齿跳动、端齿跳动和端齿圆弧跳动都提高到0.01mm。
(6)刀具涂层。
涂层刀具通过在刀具基体上涂覆金属化合物薄膜,以获得远高于基体的表面硬度和优良的切削性能。常用的刀具基体材料主要有高速钢、硬质合金、金属陶瓷等。涂层既可以是单涂层、双涂层和多涂层,也可由几种涂层材料构成复合涂层。西飞公司在数控刀具制造中与陕西地金成表面工程公司合作,加工有色金属的数控刀具采用TiCN复合涂层DJC-1,加工各类钢件采用TiAlN复合涂层DJC-2及金刚石纳米复合涂层DJC-3。涂层刀具在高温下具有良好的热稳定性和化学稳定性,涂层工艺使刀具具有光滑的表面和较高的耐磨损性能。由于刀具涂层的使用显着提高了刀具切削性能,为工厂带来了可观的经济效益。
2 数控刀具制造
数控刀具的制造和测量*须通过高质量的设备和检测手段来保证。西飞公司的技术装备制造总厂从国外引进了3台数控磨刀机和多台数控刀具测量机。如五坐标数控刀具磨床(H P R),该磨刀机工作台尺寸为660mm×490mm×320mm,能磨削直径为φ3~240mm,长度240mm以内的立铣刀、锥度立铣刀、钻头、阶梯钻、三面刃盘铣刀及阶梯铣刀等多种刀具。该设备的定位精度:X ,Y ,Z:≤ 0.008mm ;重复定位精度:X,Y,Z:≤0.004mm,设备操作方便,稳定性好,加工刀具的几何精度高。在加工高品质刀具如整体合金刀具中有很强的优势;数控刀具测量机的设备精度和设备测量精度均为±2μ m,属全自动非接触高精度刀具测量系统,能够测量X≤310mm ,Y≤290mm,Z≤500mm范围内的刀具。对刀具的前角、后角、螺旋角、刃宽、齿圆弧、锥度等进行完整的测量。此外,还有高精度数控*能内外圆磨床S21 等多种数控机床设备,为刀具的制造质量和测量技术提供了有力的保证。