数控刀具要求精度高、刚性好、装夹调整方便,切削性能强、耐用度高。合理选用既能提高加工效率又能提高产品质量。
影响数控刀具选择的因素 在选择刀具的类型和规格时,主要考虑以下因素的影响:
(1)生产性质 在这里生产性质指的是零件的批量大小,主要从加工成本上考虑对刀具选择的影响。 例如在大量生产时采用特殊刀具,可能是合算的,而在单件或小批量生产时,选择标准刀具更适合一些。
(2)机床类型 完成该工序所用的数控机床对选择的刀具类型(钻、车刀或铣刀)的影响。在能够保证工件系统和刀具系统刚性好的条件下,允许采用高生产率的刀具,例如高速切削车刀和大进给量车刀。
(3)数控加工方案 不同的数控加工方案可以采用不同类型的刀具。例如孔的加工可以用钻及扩孔钻,也可用钻和镗刀来进行加工。
(4)工件的尺寸及外形 工件的尺寸及外形也影响刀具类型和规格的选择,例如特型表面要采用特殊的刀具来加工。
(5)加工表面粗糙度 加工表面粗糙度影响刀具的结构形状和切削用量,例如毛坯粗铣加工时,可采用粗齿铣刀,精铣时*好用细齿铣刀。
刀具选择应考虑的主要因素
1、被加工工件的材料、性能:金属、非金属,其硬度、刚度、塑性、韧性及耐磨性等。
2、加工工艺类别;车削、钻削、铣削、镗削或粗加工、半精加工、精加工和超精加工等。
3、工件的几何形状、加工余量、零件的技术经济指标。
4、刀具能承受的切削用量。
5、辅助因数:操作间断时间、振动、电力波动或突然中断等。
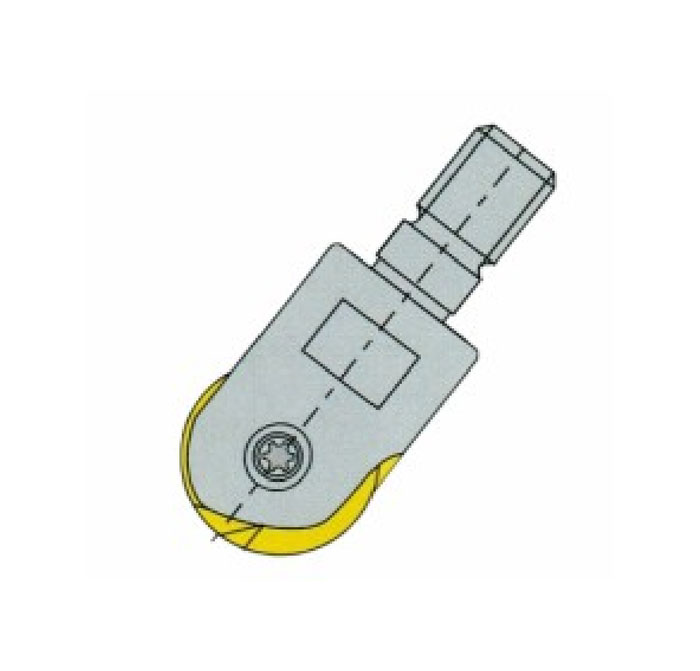
车削系统(整体式工具系统)
1、组成:由刀片(刀具)、刀体、接柄(或柄体)、刀盘等2、可转位刀片的代码及参数
3、可转位刀片的断屑槽槽型:断屑自如、排屑流畅4、可转位刀片的夹紧方式:楔块上压式、杠杆式、螺钉上压式要求:夹紧可靠、定位准确、排屑流畅、结构简单、操作方便5、可转位刀片的选择
1)、刀片材料选择:高速钢、硬质合金、涂层硬质合金、陶瓷、立方碳化硼或金刚石2)、刀片尺寸选择:有效切削韧长度、被吃刀量、主偏角等3)、刀片形状选择:依据表面形状、切削方式、刀具寿命、转位次数等4)、刀片的刀尖半径选择:
A、粗加工、工件直径大、要求刀刃强度高、机床刚度大时选大刀尖圆弧B、精加工、切深小、细长轴加工、机床刚度小选小刀尖圆弧刀具系统(模块式工具系统)
1、组成;刀片(刀具)、刀杆(或柄体)、主轴或刀片(刀具)、工作头、连接杆、主柄、主轴所组成2、数控铣削刀具的选择
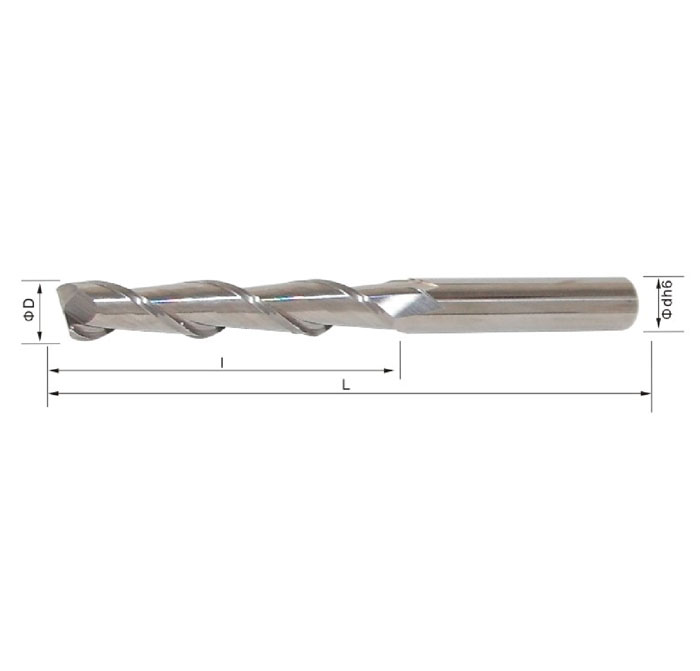
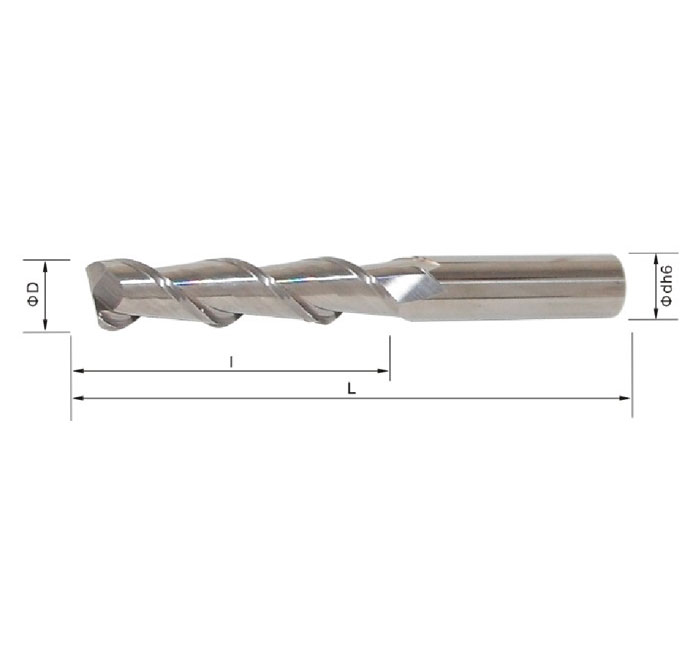
1)、铣刀类型的选择:
A、加工较大平面选择面铣刀,
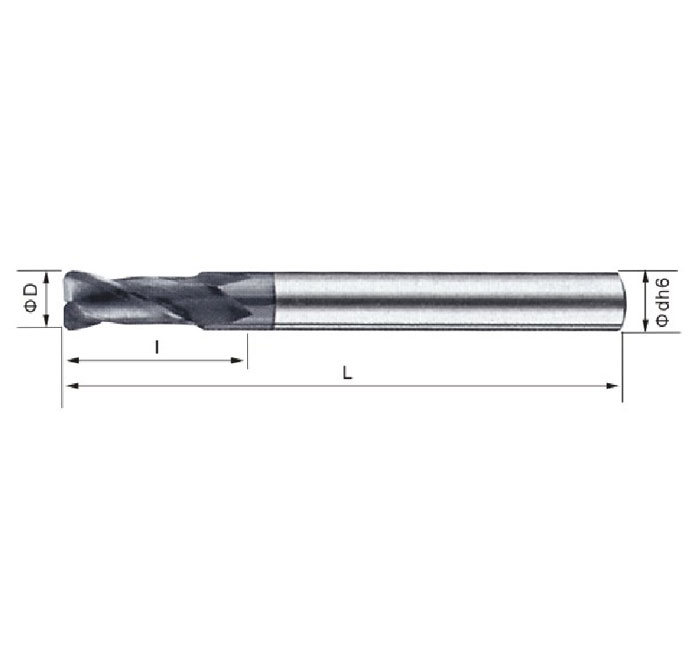
B、加工凸台、凹槽、小平面立铣刀,
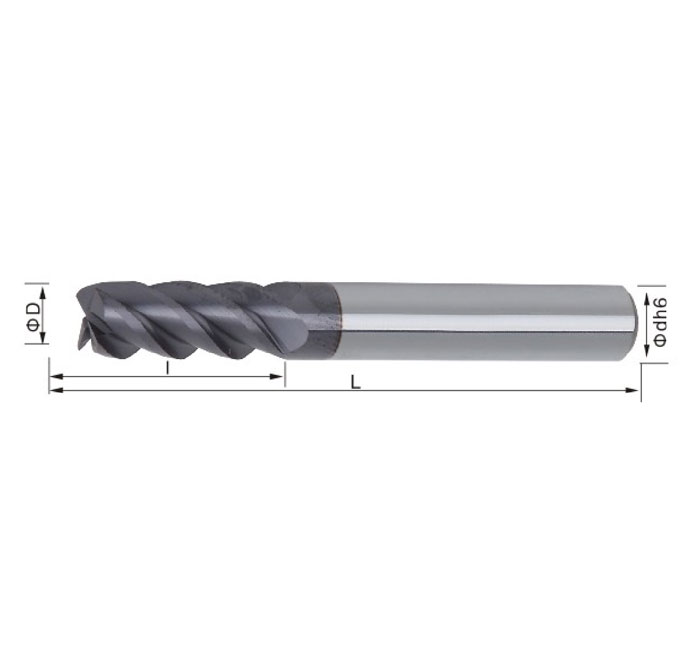
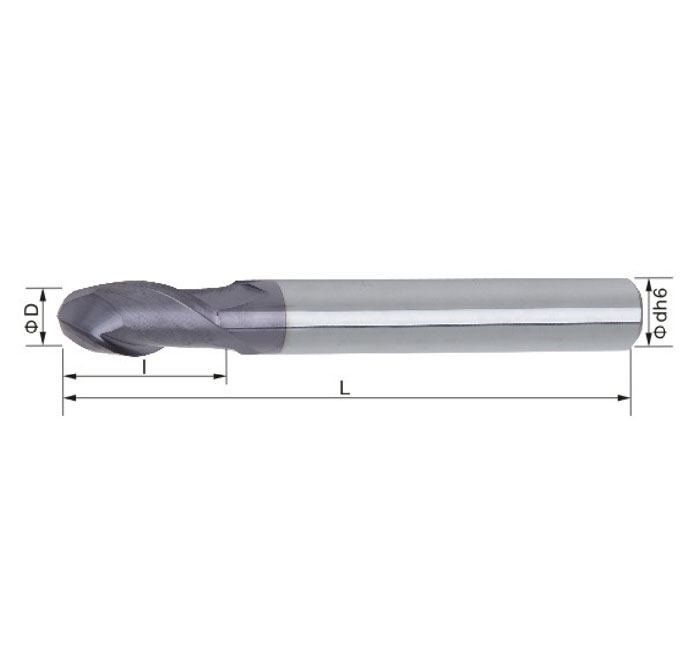
C、加工毛坯面和粗加工孔选择镶硬质合金玉米铣刀,D、曲面加工选择球头铣刀,
E、加工空间曲面模具型腔与凸模表面选择模具铣刀,F、加工封闭键槽选键槽铣刀,等等
2)、铣刀参数的选择
A、面铣刀主要参数选择
a)、标准可转位面铣刀直径在Φ16-Φ630):粗铣时直径选小的,精铣时铣刀直径选大的,b)、依据工件材料和刀具材料以及加工性质确定其几何参数:
铣削加工通常选前角小的铣刀,强度硬度高的材料选负前角,工件材料硬度不大选大后角、硬的选小后角,粗齿铣刀选小后角,细齿铣刀取大后角,铣刀的刃倾角通常在-5--15度,主偏角在45-90度B、立铣刀主要参数选择
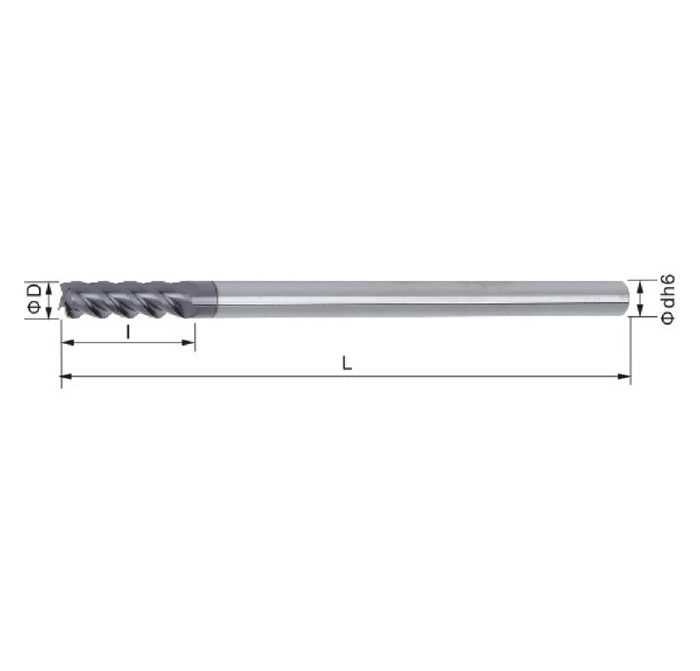
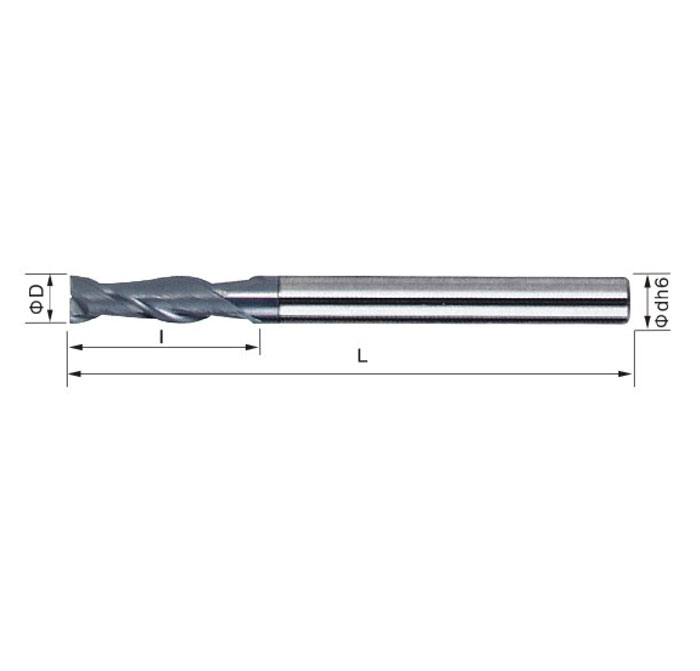
a)、刀具半径r应小于零件内轮廓*小曲率半径ρb)、零件的加工高度H≤(1/4-1/6)r
c)、不通孔或深槽选取l=H+(5~10)mm
d)、加工外形及通槽时选取l=H+rε+(5~10)mm
e)、加工肋时刀具直径为D=(5~10)b
f)、粗加工内轮廓面时,铣刀*大直径D
D=d+2[δsin(φ/2)-δ1]/[1-sin(φ/2)]
3、加工中心刀具的选择
加工中心刀具通常由刃具和刀柄两部分组成,刃具有面加工用的各种铣刀和孔加工用的各种钻头、扩孔钻、镗刀、铰刀及丝锥等,刀柄要满足机床主轴自动松开和夹紧定位,并能准确地安装各种刃具和适应换刀机械手的夹持等要求。
1)、对加工中心刀具的基本要求
A、刀具应有较高的刚度
B、重复定位精度高
C、刀刃相对主轴的一个定位点的轴向和径向位置应能准确调整2)、孔加工刀具的选择
A、钻孔刀具及其选择
B、扩孔刀具及其选择
C、镗孔刀具及其选择,应特别重视刀杆的刚度3)、刀具尺寸的确定
主要是刀具的长度和直径的选择,如加工孔依据其深度和孔径选择4、刀柄的选择
1)、依据被加工零件的工艺选择刀柄
2)、刀柄配备的数量:与被加工零件品种、规格、数量、难易程度、机床负荷有关3)、正确选择刀柄柄部形式
4)、坚持选择加工效率高的刀柄
5)、综合考虑合理选用模块式和复合式刀柄
工具系统
1、工具系统发展趋势:向着柔性制造系统和模块化组合结构发展2、车削类工具系统
3、镗铣类工具系统:分整体失和模块式工具系统4、刀具管理系统:
1)、是柔性制造系统中一个很重要、技术难度很大的系统2)、刀具管理系统的任务
3)、刀具管理系统的基本功能
原始资料、系统计划、硬件配置和软件系统等等。
总结:
1、数控刀具要求精度高、刚性好、装夹调整方便,切削性能强、耐用度高。合理选用既能提高加工效率又能提高产品质量。
2、刀具选择应考虑的主要因素。
3、工具系统向着柔性制造系统和模块化组合结构发展